

Introduction – Real Engineering Observation
In a structural assembly:
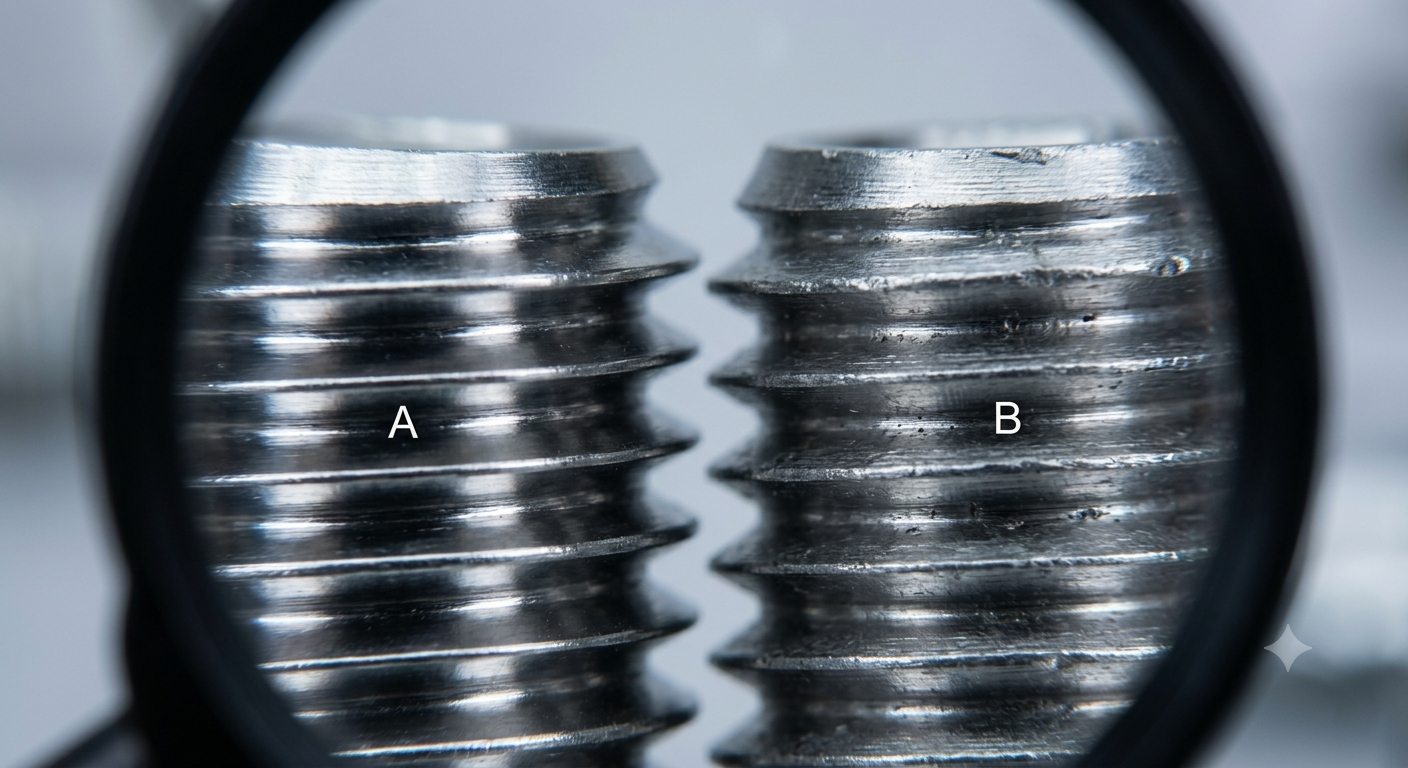
👉 Two identical-looking bolts were tested
One failed earlier.
One handled higher load.
Both had same size. Same material.
Difference:
👉 Thread manufacturing process
One had:
👉 Rolled threads
Other had:
👉 Cut threads
👉 This difference is not visible—but it changes performance completely.
Quick Answer
What is thread rolling in fasteners?
Thread rolling is a process where threads are formed by deforming the material without cutting, resulting in stronger and more durable threads.
What is Thread Rolling?
Thread rolling is a cold forming process where a cylindrical bolt blank is pressed between dies to create threads.
Key Concept
👉 Material is displaced, not removed
Thread Rolling vs Thread Cutting (Core Difference)
👉 Rolling = forming
👉 Cutting = removing
How Thread Rolling Works
Process Steps
- Smooth bolt blank prepared
- Placed between hardened dies
- High pressure applied
- Threads formed by material flow
Result
✔ Continuous grain flow
✔ Compressed surface
✔ Smooth finish
Thread Cutting Process
Process
👉 Material is removed using tools
Result
❌ Grain structure is cut
❌ Surface weaker
❌ Micro cracks possible
Strength Advantage of Rolled Threads
Why They Are Stronger
✔ Grain flow follows thread shape
✔ No material removal
✔ Work hardening occurs
👉 This improves:
- Tensile strength
- Fatigue resistance
- Wear resistance
Comparison – Rolled vs Cut Threads
| Parameter | Rolled Threads | Cut Threads |
| Strength | High | Lower |
| Fatigue Resistance | Excellent | Moderate |
| Surface Finish | Smooth | Rougher |
| Production Speed | High | Low |
| OEM Use | Preferred | Limited |
Surface Finish Impact
Rolled threads:
✔ Smooth surface
✔ Less friction
✔ Better load distribution
Cut threads:
❌ Rough surface
❌ Stress concentration points
👉 This leads to earlier failure
Fatigue Performance
In dynamic loads:
👉 Bolts fail due to fatigue
Rolled Threads
✔ Longer life
✔ Better under vibration
Cut Threads
❌ Fail earlier
👉 This is why OEMs prefer rolled threads
Production Advantage
Thread rolling is:
✔ High-speed
✔ Consistent
✔ Suitable for bulk
👉 Ideal for 50,000–200,000 pcs production
When Thread Cutting is Used
Thread cutting is still used when:
✔ Low volume
✔ Large diameter bolts
✔ Special or custom threads
👉 But not preferred for standard fasteners
Real OEM Selection Logic
OEMs choose:
👉 Rolled threads for production
Because:
✔ Stronger
✔ Faster
✔ More reliable
Common Buyer Misunderstanding
Many buyers think:
👉 “Thread is thread”
Reality:
👉 Process defines performance
Practical Engineering Insight
If application involves:
✔ Vibration
✔ Repeated load
✔ Critical joints
👉 Rolled threads are mandatory
Typical OEM Scenario
For bolts like:
- M6
- M8
- M10
- M12
OEMs use:
👉 Cold forged + thread rolled fasteners
👉 This ensures strength + consistency
Common Mistakes
- Not specifying thread type
- Accepting machined threads for production
- Ignoring fatigue requirements
- Comparing price without process
👉 This leads to early failures
Key Takeaways
• Thread rolling forms threads without cutting
• Rolled threads are stronger than cut threads
• Grain flow improves fatigue resistance
• OEMs prefer rolled threads for production
• Process selection impacts performance
FAQ
Q1: What is thread rolling in fasteners?
Thread rolling is a manufacturing process where threads are formed by compressing and shaping the material instead of cutting it. This keeps the grain structure intact and improves strength. It is widely used in high-volume fastener production.
Q2: Why are rolled threads stronger than cut threads?
Rolled threads maintain continuous grain flow and introduce work hardening on the surface. This increases fatigue resistance and load capacity. Cut threads remove material and create weak points.
Q3: Do all bolts use thread rolling?
No, but most standard fasteners use thread rolling for better strength and production efficiency. Thread cutting is used for special or low-volume applications. OEMs prefer rolled threads for reliability.
Q4: Is thread rolling more expensive than cutting?
Initially, tooling cost is higher, but for bulk production, thread rolling is more cost-effective. It produces parts faster and with less material waste. Over large quantities, it reduces overall cost.
Q5: Where are rolled threads most important?
Rolled threads are critical in applications with vibration, cyclic loads, and structural requirements. These include automotive, panels, and battery systems. They ensure long-term performance.
Q6: Can thread rolling be used for all materials?
It works best with ductile materials like mild steel and stainless steel. Very hard materials may require different processes. Material selection affects feasibility.
Q7: How do OEMs specify thread type?
OEMs define thread manufacturing methods in drawings or specifications. They also verify through supplier capability and testing. This ensures consistent performance across batches.
Conclusion
Thread rolling is not just a manufacturing step.
👉 It is a performance decision
Choosing the right process:
✔ Improves strength
✔ Increases life
✔ Reduces failure
Ignoring it:
👉 Leads to hidden risks
👉 We supply thread-rolled fasteners for OEM production-scale requirements (MOQ 50,000+ pcs).Not sure if your fasteners should be rolled or machined?
Share your drawing and quantity (50,000+ pcs), and we’ll guide you on the right manufacturing process.